
 تويت
تويت
تخفيض وقت الإعداد (التجهيز) ….Set Up Time Reduction
أسلوب العمل التقليدي يعتمد على القيام بعمل متشابه لفترة طويلة قبل الانتقال لعمل آخر وذلك لسبب بسيط وهو أن الانتقال من عمل لآخر يعني فقدان الكثير من الوقت، وبالتالي فقدان الكثير من وقت العمل، ومثال ذلك أن المصانع تحاول إنتاج نفس المنتج لأيام لكي تقلل من عدد مرات إعداد الماكينة لإنتاج منتج آخر. هذا الأسلوب يعني أنك تطلب منتجا ما من المصنع، ثم يكون لزاما عليك أن تنتظر مدة طويلة لأن المصنع ينتج منتجا آخر هذه الأيام، ويؤدي هذا الأسلوب إلى زيادة المخزون من المنتجات نصف المصنعة والمنتجات النهائية لأننا مضطرون لإنتاج كم ٍكبير من نفس المنتج بغض النظر عن طلبات العميل. ودائما يتقبل الجميع هذا الأسلوب نظرا لأن وقت التغيير من منتج لآخر هو وقت طويل.
نظام تويوتا الإنتاجي (نظام تقليل الفاقد) لم يقبل هذه البديهية، فنظام تويوتا الإنتاجي لا يقبل بإنتاج كميات كبيرة وزيادة المخزون وإخفاء المشاكل، لذلك فنظام تويوتا الإنتاجي يتبنَّى إنتاج كميات صغيرة من نفس المنتج ثم إنتاج منتج آخر وهكذا. هل يعني ذلك أن نظام تويوتا الإنتاجي يؤدي إلى ضياع الوقت في إعداد الماكينة عدة مرات يوميا؟ كلَّا، إن نظام تويوتا الإنتاجي كما يدعو لإنتاج كميات صغيرة فإنه قد نجح في تقصير وقت إعداد الماكينة. فبدلا من محاولة تقليل عدد مرات إعداد الماكينة، فإن نظام تويوتا الإنتاجي يحاول دائما تقصير وقت الضبط بنسب كبيرة قد تقترب من 99%. أي أن الأسلوب التقليدي يقول سننتج كمية كبيرة لأن وقت إعداد الماكينة طويل، ونظام تويوتا يقول لأننا نريد أن ننتج دفعات صغير، فإن علينا تخفيض وقت إعداد الماكينة.
لقد نجحت تويوتا في ذلك فعلا حتى أصبحت تنتج سيارات مختلفة على التوالي دون أدنى مشكلة أو ضياع للوقت، وقد قاد هذا الأمر أحد أساتذة الهندسة الصناعية وهو شجيو شنجو Shigeo Shingo، وقد أطلق على هذا الأمر “تغيير القالب في دقيقة واحدة” Single Minute Exchange of Die SMED ويقصد بالقالب هنا قالب الصب أو الإسطمبة أوالمكبس أو ما شابه ذلك. ويحكي شنجو عن نتائج هذه الطريقة فيقول أنها تؤدي إلى تخفيض زمن الإعداد بنسب متوسطة تتراوح بين 80% و95%، ويذكر حالات تم فيها خفض زمن الإعداد من ساعات إلى عدة ثوان أو بضع دقائق. نحن لا نتكلم عن أمر بسيط، فلو كنت تقوم بتغيير بعض الأجزاء عند الانتقال من إنتاج منتج لإنتاج منتج آخر، لو كنت تقوم بالتغيير في ساعات ومنافسك يقوم بها في ثوان فأنت في خطر عظيم، فمنافسك يستطيع أن يلبي طلب العميل بسرعة فائقة لأنه يستطيع أن ينتج قطعة واحدة فقط من أي منتج دون ضياع للوقت، أما أنت فستفقد معظم اليوم لو قمت بالتغيير مرة أو مرتين فقط.
وقد قسَّم شنجو الإعداد إلى قسمين: إعداد داخلي Internal Setup وإعداد خارجي External Setup، اما الإعداد الداخلي فيشمل خطوات الإعداد التي تستوجب توقف الماكينة، وأما الخارجي فيشمل خطوات الإعداد التي تتم أثناء عمل الماكينة. فعندما تقوم بتغيير إسطمبة أو أداة إنتاج فإنك تقوم بإحضار الآلة البديلة وربما تنظيفها أو التأكد من سلامتها وقد تضع عليها بعض المواد مثل الزيت أو الشحم، كل هذا يسمى إعدادا خارجيا لأنه يتم أثناء عمل الماكينة، ثم إنك توقف الماكينة وتقوم باستبدال هذا الجزء وضبطه وتثبيته ثم تشغل الماكينة، هذه الخطوات الأخيرة تسمى إعدادا داخليا.
هل هذا كلامٌ خيالي؟ لا إنه كلام يحدث كل يوم في شركات كثيرة حول العالم، ودعني أعرض لك مثالا يُقرب الفكرة للأذهان. كم يستغرق تغيير إطارات السيارة الأربع؟ ربما يستغرق الواحد من عشر دقائق إلى خمس عشرة دقيقة فيكون المجموع هو 40 إلى 60 دقيقة، دعنا نقول أننا سنجتهد لنغير أربع إطارات في 40 دقيقة. زمن مقبول جدا بل ربما اعتبره البعض زمنا قصيرا بالنسبة لتغيير العجلات الأربع. في الحقيقة يمكن تغيير العجلات الأربع في سبع ثوان فقط أي تغيير العجلات الأربع لثمان سيارات في دقيقة واحدة أو تغيير العجلات الأربع ﻷكثر من 300 سيارة في 40 دقيقة.
خطوات تخفيض زمن الإعداد
هناك عدة خطوات لتخفيض زمن الإعداد
1- تحديد خطوات الإعداد الداخلي وخطوات الإعداد الخارجي: عليك أن تراقب عملية الإعداد وتحدد الخطوات التي تتم أثناء عمل الماكينة وتلك التي تتم أثناء توقف الماكينة. في كثير من الأحيان ستلاحظ أن بعض العمليات التي تتم أثناء توقف الماكينة يُمكن أن تتم أثناء عمل الماكينة. لاحظ أن الهدف الأول هو تخفيض وقت الإعداد الداخلي.
2- تحويل الإعداد الداخلي إلى إعداد خارجي: هذه خطوة مؤثرة وأساسية، فعلينا أن نفكر في كل خطوة من خطوات الإعداد الداخلي ونسأل أنفسنا: هل يجب أن تتم هذه الخطوة أثناء إعداد الماكينة؟ ألا يمكننا القيام بها قبل توقف الماكينة؟ مثال ذلك: تجهيز الجزء الذي سيتم تركيبه، وتوفير لوازمه والأدوات اللازمة للتغيير. بعض الأعمال يمكن نقلها بدون تغيير من الإعداد الداخلي إلى الإعداد الخارجي، وبعض الأعمال ستحتاج بعض التعديل لكي يمكن تحويلها إلى الإعداد الخارجي
3- تحسين كل عمليات الإعداد الداخلي والخارجي: بعد أن استنفدت كل السبل لتحويل الإعداد (التجهيز) الداخلي إلى إعداد خارجي أي أثناء عمل الماكينة، عليك أن تقوم بتحسين طريقة اداء كل خطوات الإعداد الداخلي ثم كل خطوات الإعداد الخارجي. تذكر أنك تريد أن تقوم بتغيير الإنتاج من منتج لمنتج بسهولة فائقة وهذا يعني تقليل الوقت والجهد والتكلفة.
4- الاستغناء عن بعض العمليات أو عن عملية التجهيز نفسها: قد لا تصدق هذه الخطوة ولكنها الحقيقة، يمكنك أن تستغني عن الإعداد نفسه وذلك بأن تصمم الأجزاء تصميما متشابها وربما متطابقا، فعندما تصمم جزءا في منتجا فإنك تحاول تصميمه بشكل مشابه أو مطابق لنفس الجزء في منتج آخر وبهذا يمكنك أن تنتج الجزءين دون الحاجة لفترة إعداد وتغيير قالب أو غيره
5- تنميط العملية: ينبغي بعد ذلك تسجيل الخطوات القياسية للعملية لكي تتم العملية دائما بنفس الطريقة ولا تخضع لاجتهاد المنفذين لها.
أساليب تحسين خطوات الإعداد:
هناك أساليب عديدة تستخدم لتخفيض زمن التجهيز أولا ثم تقليل الجهد والتكلفة اللازمين، وهذه الأساليب تنقسم إلى أساليب عامة تستخدم لتخفيض زمن أي عمل، وأساليب خاصة إلى حد كبير بعملية الإعداد (التجهيز).
الأساليب العامة:
- تطبيق خمسة ت 5S: كما ناقشنا في مقالة سابقة فإن خمسة ت تعني ترتيب وتنظيف وتلميع مكان العمل بحيث يكون هناك مكان محدد لكل شيء ويكون كل شيء في مكانه المحدد، ويكون مكان العمل نظيفا جدا، وأن يكون التنظيف والترتيب جزءا من العمل اليومي. ومن الفوائد المباشرة لخمسة ت تقليل وقت الأعمال من خلال تخفيض وقت البحث عن الأدوات أو اكتشاف تلفها، ومن خلال تقليل فرصة حدوث إصابات أثناء العمل، ومن خلال ترتيب مكان العمل بحيث يساعد العامل على أداء عمله بأقل مجهود. فمن الطبيعي أن تكون خمسة ت هي إحدى وسائل تخفيض وقت تجهيز الماكينة، فعندما تكون الأدوات الخاصة بالتجهيز نظيفة محفوظة في مكان معلوم فإن العاملين لن يضيعوا الوقت في البحث عن الأدوات، وعندما تكون بيئة العمل آمنة فإن وقت التجهيز لن يضيع في علاج المصابين، وعندما الأدوات نظيفة والقطع التي يتم تركيبها نظيفة فإن احتماليات المشاكل الناشئة من الأتربة وغيرها تقل.
- القيام بعملين أو أكثر على التوازي: عندما يتكون العمل من عدة خطوات فإن إحدى طرق تخفيض وقت العمل هو القيام ببعض الخطوات على التوازي أي في نفس الوقت، فبدلا من القيام بالخطوة الأولى ثم الثانية ثم الثالثة حاول أن تقوم بالخطوتين الأولى والثانية في نفس الوقت أو الثانية والثالثة في نفس الوقت. هناك أعمال لا يمكن ان تتم على التوازي ولكن هناك أعمال كثيرة يمكن أن تتم على التوازي. وفي حالة إعداد الماكينة لمنتج جديد فإن الكثير من خطوات الفك والتركيب يمكن أن تتم على التوازي، فقد يقوم عامل بتركيب جزء من ناحية وبقوم الآخر بتركيب جزء من الناحية الأخرى، وقد يتم تركيب بعض الأجزاء أثناء ضبط أجزاء أخرى وهكذا.
- التأكد من سلامة الأدوات: قد تتوفر الأدوات وتتوفر الأجزاء ثم نفاجأ عند التجهيز أن بعض الأدوات تالفة او أن بعض الأجزاء غير سليمة أو غير مطابقة للمواصفات المطلوبة، لذلك فإذا كنا نريد تخفيض وقت التجهيز فعلينا أن نتأكد دائما من سلامة الأدوات.
أساليب خاصة بالتجهيز:
- توحيد الأجزاء: لكي تصبح الأمور أبسط حاول توحيد الأجزاء وهذا يشمل أدوات التثبيت، الأجزاء المنتجة، الأجزاء التي يتم تغييرها عند التجهيز. فبدلا من استخدام مسامير مختلفة مع كل قالب أو إسطمبة لكل منتج حاول أن تستخدم نفس المسامير وبالتالي لن تبحث عن المسامير في مرة، ولن تحتاج لمفاتيح ربط مختلفة. وأمر بالغ الأهمية هو أن تحاول تصميم الأجزاء المنتجة بحيث تكون متشابهة وربما متطابقة بما يُمكِن إنتاجها باستخدام نفس القالب أو الإسطمبة أي أنك لن تقوم بأي تغيير للتحول من إنتاج هذا المنتج لذاك. ويمكنك أيضا أن تصمم الشكل الخارجي للأجزاء التي يتم تغييرها بحيث تكون متطابقة وبالتالي فإن طريقة التركيب تكون متشابهة ولا تحتاج لوضع أجزاء أخرى إضافية لضبط الأبعاد أو غير ذلك.
- التثبيت والفك من لفة واحدة: عادة يتم فك وربط عدة مسامير أثناء عمليات التجهيز وهذا أمر يستهلك جهدا ويحتاج وقتا طويلا، لذلك فإن شنجو استخدم طريقة إبداعية تؤدي إلى فك الأجزاء بفك المسمار لفة واحدة، فبدلا من ربط المسمار بتدويره بضع مرات أو أكثر من عشر مرات فإن شنجو ابتدع طريقة التثبيت من لفة واحدة. وهناك عدة وسائل للربط من لفة واحدة نوضح منها اثنين.
الأولى: بدلا من استخدام مسمار وصامولة ووردة حلقية فإننا نستخدم نفس المسمار والصامولة ولكن مع وردة مشقوقة كما بالشكل أدناه. ما الذي يحدث عند فك المسمار لفة واحدة؟ إننا نستطيع استخراج الوردة الدائرية المشقوقة وبالتالي فإننا نستطيع فك الجزء المطلوب ﻷن المسمار والصامولة أصغر من الفتحة الدائرية.

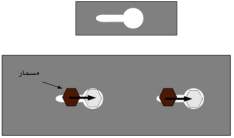
الثانية: التثبيت باستخدام فتحة دائرية بجوارها مجرى بحيث يتم تثبيت المسمار فوق هذه المجرى الأصغر عرضا من قطر المسمار، وعند فك المسمار لفة واحدة فإنه يمكننا تحريك الجزء بشكل عرضي بحيث يصبح المسمار فوق الفتحة الدائرية الأكبر قطرا من قطر المسمار وهذا يمكننا من فك الجزء المطلوب لأن المسمار سيمر من الفتحة الدائرية.
- الاستغناء عن عمليات الضبط: من أكثر الأمور التي تستغرق وقتا أثناء عمليات التجهيز هي عمليات الضبط والتي قد تتم بأسلوب التجربة والخطأ. لذلك فإذا أردنا تقليل وقت التجهيز فعلينا النظر بعناية لعمليات الضبط وتبسيطها او الاستغناء عنها كليا. على سبيل المثال: قد تستخدم مسطرة مدرجة للمساعدة في ضبط الارتفاع، وقد تضع بعض العلامات لتحديد أماكن الأجزاء، وقد تستخدم بعض القطع المعروفة السمك لضبط الارتفاع وهكذا.
- تصميم أداوت خاصة لتبسيط العملية: يمكننا تخفيض وقت الإعداد كثيرا وذلك باستخدام أدوات خاصة تساعدنا على عمليات الفك والتركيب والضبط، فبدلا من استخدام ادوات عامة يمكننا تصميم بعض الأدوات الخاصة التي تناسب عمليتنا.
سلوب العمل التقليدي يعتمد على القيام بعمل متشابه لفترة طويلة قبل الانتقال لعمل آخر وذلك لسبب بسيط وهو أن الانتقال من عمل لآخر يعني فقدان الكثير من الوقت، وبالتالي فقدان الكثير من وقت العمل، ومثال ذلك أن المصانع تحاول إنتاج نفس المنتج لأيام لكي تقلل من عدد مرات إعداد الماكينة لإنتاج منتج آخر. هذا الأسلوب يعني أنك تطلب منتجا ما من المصنع، ثم يكون لزاما عليك أن تنتظر مدة طويلة لأن المصنع ينتج منتجا آخر هذه الأيام، ويؤدي هذا الأسلوب إلى زيادة المخزون من المنتجات نصف المصنعة والمنتجات النهائية لأننا مضطرون لإنتاج كم ٍكبير من نفس المنتج بغض النظر عن طلبات العميل. ودائما يتقبل الجميع هذا الأسلوب نظرا لأن وقت التغيير من منتج لآخر هو وقت طويل.
نظام تويوتا الإنتاجي (نظام تقليل الفاقد) لم يقبل هذه البديهية، فنظام تويوتا الإنتاجي لا يقبل بإنتاج كميات كبيرة وزيادة المخزون وإخفاء المشاكل، لذلك فنظام تويوتا الإنتاجي يتبنَّى إنتاج كميات صغيرة من نفس المنتج ثم إنتاج منتج آخر وهكذا. هل يعني ذلك أن نظام تويوتا الإنتاجي يؤدي إلى ضياع الوقت في إعداد الماكينة عدة مرات يوميا؟ كلَّا، إن نظام تويوتا الإنتاجي كما يدعو لإنتاج كميات صغيرة فإنه قد نجح في تقصير وقت إعداد الماكينة. فبدلا من محاولة تقليل عدد مرات إعداد الماكينة، فإن نظام تويوتا الإنتاجي يحاول دائما تقصير وقت الضبط بنسب كبيرة قد تقترب من 99%. أي أن الأسلوب التقليدي يقول سننتج كمية كبيرة لأن وقت إعداد الماكينة طويل، ونظام تويوتا يقول لأننا نريد أن ننتج دفعات صغير، فإن علينا تخفيض وقت إعداد الماكينة.
لقد نجحت تويوتا في ذلك فعلا حتى أصبحت تنتج سيارات مختلفة على التوالي دون أدنى مشكلة أو ضياع للوقت، وقد قاد هذا الأمر أحد أساتذة الهندسة الصناعية وهو شجيو شنجو Shigeo Shingo، وقد أطلق على هذا الأمر “تغيير القالب في دقيقة واحدة” Single Minute Exchange of Die SMED ويقصد بالقالب هنا قالب الصب أو الإسطمبة أوالمكبس أو ما شابه ذلك. ويحكي شنجو عن نتائج هذه الطريقة فيقول أنها تؤدي إلى تخفيض زمن الإعداد بنسب متوسطة تتراوح بين 80% و95%، ويذكر حالات تم فيها خفض زمن الإعداد من ساعات إلى عدة ثوان أو بضع دقائق. نحن لا نتكلم عن أمر بسيط، فلو كنت تقوم بتغيير بعض الأجزاء عند الانتقال من إنتاج منتج لإنتاج منتج آخر، لو كنت تقوم بالتغيير في ساعات ومنافسك يقوم بها في ثوان فأنت في خطر عظيم، فمنافسك يستطيع أن يلبي طلب العميل بسرعة فائقة لأنه يستطيع أن ينتج قطعة واحدة فقط من أي منتج دون ضياع للوقت، أما أنت فستفقد معظم اليوم لو قمت بالتغيير مرة أو مرتين فقط.
وقد قسَّم شنجو الإعداد إلى قسمين: إعداد داخلي Internal Setup وإعداد خارجي External Setup، اما الإعداد الداخلي فيشمل خطوات الإعداد التي تستوجب توقف الماكينة، وأما الخارجي فيشمل خطوات الإعداد التي تتم أثناء عمل الماكينة. فعندما تقوم بتغيير إسطمبة أو أداة إنتاج فإنك تقوم بإحضار الآلة البديلة وربما تنظيفها أو التأكد من سلامتها وقد تضع عليها بعض المواد مثل الزيت أو الشحم، كل هذا يسمى إعدادا خارجيا لأنه يتم أثناء عمل الماكينة، ثم إنك توقف الماكينة وتقوم باستبدال هذا الجزء وضبطه وتثبيته ثم تشغل الماكينة، هذه الخطوات الأخيرة تسمى إعدادا داخليا.
هل هذا كلامٌ خيالي؟ لا إنه كلام يحدث كل يوم في شركات كثيرة حول العالم، ودعني أعرض لك مثالا يُقرب الفكرة للأذهان. كم يستغرق تغيير إطارات السيارة الأربع؟ ربما يستغرق الواحد من عشر دقائق إلى خمس عشرة دقيقة فيكون المجموع هو 40 إلى 60 دقيقة، دعنا نقول أننا سنجتهد لنغير أربع إطارات في 40 دقيقة. زمن مقبول جدا بل ربما اعتبره البعض زمنا قصيرا بالنسبة لتغيير العجلات الأربع. في الحقيقة يمكن تغيير العجلات الأربع في سبع ثوان فقط أي تغيير العجلات الأربع لثمان سيارات في دقيقة واحدة أو تغيير العجلات الأربع ﻷكثر من 300 سيارة في 40 دقيقة. ربما بدات تفكر في صحة القوى العقلية لكاتب المقالة، ولنختصر الوقت انظر إلى الفيديو التالي والذي يبين كيف تغيير تغيير عجلات سياة السباق الأربع في سبع ثوان.
خطوات تخفيض زمن الإعداد
هناك عدة خطوات لتخفيض زمن الإعداد
1- تحديد خطوات الإعداد الداخلي وخطوات الإعداد الخارجي: عليك أن تراقب عملية الإعداد وتحدد الخطوات التي تتم أثناء عمل الماكينة وتلك التي تتم أثناء توقف الماكينة. في كثير من الأحيان ستلاحظ أن بعض العمليات التي تتم أثناء توقف الماكينة يُمكن أن تتم أثناء عمل الماكينة. لاحظ أن الهدف الأول هو تخفيض وقت الإعداد الداخلي.
2- تحويل الإعداد الداخلي إلى إعداد خارجي: هذه خطوة مؤثرة وأساسية، فعلينا أن نفكر في كل خطوة من خطوات الإعداد الداخلي ونسأل أنفسنا: هل يجب أن تتم هذه الخطوة أثناء إعداد الماكينة؟ ألا يمكننا القيام بها قبل توقف الماكينة؟ مثال ذلك: تجهيز الجزء الذي سيتم تركيبه، وتوفير لوازمه والأدوات اللازمة للتغيير. بعض الأعمال يمكن نقلها بدون تغيير من الإعداد الداخلي إلى الإعداد الخارجي، وبعض الأعمال ستحتاج بعض التعديل لكي يمكن تحويلها إلى الإعداد الخارجي
3- تحسين كل عمليات الإعداد الداخلي والخارجي: بعد أن استنفدت كل السبل لتحويل الإعداد (التجهيز) الداخلي إلى إعداد خارجي أي أثناء عمل الماكينة، عليك أن تقوم بتحسين طريقة اداء كل خطوات الإعداد الداخلي ثم كل خطوات الإعداد الخارجي. تذكر أنك تريد أن تقوم بتغيير الإنتاج من منتج لمنتج بسهولة فائقة وهذا يعني تقليل الوقت والجهد والتكلفة.
4- الاستغناء عن بعض العمليات أو عن عملية التجهيز نفسها: قد لا تصدق هذه الخطوة ولكنها الحقيقة، يمكنك أن تستغني عن الإعداد نفسه وذلك بأن تصمم الأجزاء تصميما متشابها وربما متطابقا، فعندما تصمم جزءا في منتجا فإنك تحاول تصميمه بشكل مشابه أو مطابق لنفس الجزء في منتج آخر وبهذا يمكنك أن تنتج الجزءين دون الحاجة لفترة إعداد وتغيير قالب أو غيره
5- تنميط العملية: ينبغي بعد ذلك تسجيل الخطوات القياسية للعملية لكي تتم العملية دائما بنفس الطريقة ولا تخضع لاجتهاد المنفذين لها.
أساليب تحسين خطوات الإعداد:
هناك أساليب عديدة تستخدم لتخفيض زمن التجهيز أولا ثم تقليل الجهد والتكلفة اللازمين، وهذه الأساليب تنقسم إلى أساليب عامة تستخدم لتخفيض زمن أي عمل، وأساليب خاصة إلى حد كبير بعملية الإعداد (التجهيز).
الأساليب العامة:
- تطبيق خمسة ت 5S: كما ناقشنا في مقالة سابقة فإن خمسة ت تعني ترتيب وتنظيف وتلميع مكان العمل بحيث يكون هناك مكان محدد لكل شيء ويكون كل شيء في مكانه المحدد، ويكون مكان العمل نظيفا جدا، وأن يكون التنظيف والترتيب جزءا من العمل اليومي. ومن الفوائد المباشرة لخمسة ت تقليل وقت الأعمال من خلال تخفيض وقت البحث عن الأدوات أو اكتشاف تلفها، ومن خلال تقليل فرصة حدوث إصابات أثناء العمل، ومن خلال ترتيب مكان العمل بحيث يساعد العامل على أداء عمله بأقل مجهود. فمن الطبيعي أن تكون خمسة ت هي إحدى وسائل تخفيض وقت تجهيز الماكينة، فعندما تكون الأدوات الخاصة بالتجهيز نظيفة محفوظة في مكان معلوم فإن العاملين لن يضيعوا الوقت في البحث عن الأدوات، وعندما تكون بيئة العمل آمنة فإن وقت التجهيز لن يضيع في علاج المصابين، وعندما الأدوات نظيفة والقطع التي يتم تركيبها نظيفة فإن احتماليات المشاكل الناشئة من الأتربة وغيرها تقل.
- القيام بعملين أو أكثر على التوازي: عندما يتكون العمل من عدة خطوات فإن إحدى طرق تخفيض وقت العمل هو القيام ببعض الخطوات على التوازي أي في نفس الوقت، فبدلا من القيام بالخطوة الأولى ثم الثانية ثم الثالثة حاول أن تقوم بالخطوتين الأولى والثانية في نفس الوقت أو الثانية والثالثة في نفس الوقت. هناك أعمال لا يمكن ان تتم على التوازي ولكن هناك أعمال كثيرة يمكن أن تتم على التوازي. وفي حالة إعداد الماكينة لمنتج جديد فإن الكثير من خطوات الفك والتركيب يمكن أن تتم على التوازي، فقد يقوم عامل بتركيب جزء من ناحية وبقوم الآخر بتركيب جزء من الناحية الأخرى، وقد يتم تركيب بعض الأجزاء أثناء ضبط أجزاء أخرى وهكذا.
- التأكد من سلامة الأدوات: قد تتوفر الأدوات وتتوفر الأجزاء ثم نفاجأ عند التجهيز أن بعض الأدوات تالفة او أن بعض الأجزاء غير سليمة أو غير مطابقة للمواصفات المطلوبة، لذلك فإذا كنا نريد تخفيض وقت التجهيز فعلينا أن نتأكد دائما من سلامة الأدوات.
أساليب خاصة بالتجهيز:
- توحيد الأجزاء: لكي تصبح الأمور أبسط حاول توحيد الأجزاء وهذا يشمل أدوات التثبيت، الأجزاء المنتجة، الأجزاء التي يتم تغييرها عند التجهيز. فبدلا من استخدام مسامير مختلفة مع كل قالب أو إسطمبة لكل منتج حاول أن تستخدم نفس المسامير وبالتالي لن تبحث عن المسامير في مرة، ولن تحتاج لمفاتيح ربط مختلفة. وأمر بالغ الأهمية هو أن تحاول تصميم الأجزاء المنتجة بحيث تكون متشابهة وربما متطابقة بما يُمكِن إنتاجها باستخدام نفس القالب أو الإسطمبة أي أنك لن تقوم بأي تغيير للتحول من إنتاج هذا المنتج لذاك. ويمكنك أيضا أن تصمم الشكل الخارجي للأجزاء التي يتم تغييرها بحيث تكون متطابقة وبالتالي فإن طريقة التركيب تكون متشابهة ولا تحتاج لوضع أجزاء أخرى إضافية لضبط الأبعاد أو غير ذلك.
- التثبيت والفك من لفة واحدة: عادة يتم فك وربط عدة مسامير أثناء عمليات التجهيز وهذا أمر يستهلك جهدا ويحتاج وقتا طويلا، لذلك فإن شنجو استخدم طريقة إبداعية تؤدي إلى فك الأجزاء بفك المسمار لفة واحدة، فبدلا من ربط المسمار بتدويره بضع مرات أو أكثر من عشر مرات فإن شنجو ابتدع طريقة التثبيت من لفة واحدة. وهناك عدة وسائل للربط من لفة واحدة نوضح منها اثنين.
الأولى: بدلا من استخدام مسمار وصامولة ووردة حلقية فإننا نستخدم نفس المسمار والصامولة ولكن مع وردة مشقوقة كما بالشكل أدناه. ما الذي يحدث عند فك المسمار لفة واحدة؟ إننا نستطيع استخراج الوردة الدائرية المشقوقة وبالتالي فإننا نستطيع فك الجزء المطلوب ﻷن المسمار والصامولة أصغر من الفتحة الدائرية.
الثانية: التثبيت باستخدام فتحة دائرية بجوارها مجرى بحيث يتم تثبيت المسمار فوق هذه المجرى الأصغر عرضا من قطر المسمار، وعند فك المسمار لفة واحدة فإنه يمكننا تحريك الجزء بشكل عرضي بحيث يصبح المسمار فوق الفتحة الدائرية الأكبر قطرا من قطر المسمار وهذا يمكننا من فك الجزء المطلوب لأن المسمار سيمر من الفتحة الدائرية.
- الاستغناء عن عمليات الضبط: من أكثر الأمور التي تستغرق وقتا أثناء عمليات التجهيز هي عمليات الضبط والتي قد تتم بأسلوب التجربة والخطأ. لذلك فإذا أردنا تقليل وقت التجهيز فعلينا النظر بعناية لعمليات الضبط وتبسيطها او الاستغناء عنها كليا. على سبيل المثال: قد تستخدم مسطرة مدرجة للمساعدة في ضبط الارتفاع، وقد تضع بعض العلامات لتحديد أماكن الأجزاء، وقد تستخدم بعض القطع المعروفة السمك لضبط الارتفاع وهكذا.
- تصميم أداوت خاصة لتبسيط العملية: يمكننا تخفيض وقت الإعداد كثيرا وذلك باستخدام أدوات خاصة تساعدنا على عمليات الفك والتركيب والضبط، فبدلا من استخدام ادوات عامة يمكننا تصميم بعض الأدوات الخاصة التي تناسب عمليتنا.
والآن دعنا نعود لسيارة السباق. كيف يتم تغيير العجلة في بضع ثوان؟ ربما لم تتضح الأسباب من مقطع الفيديو الأول، لذلك حاول أن تتابع هذا المقطع وابحث عن كيفية تطبيق بعض وسائل تخفيض زمن التجهيز
لعلك لاحظت أن هناك تحويل للإعداد الداخلي إلى إعداد خارجي مثل تجهيز العجلات التي سيتم تغييرها حتى أن العامل يقف حاملا العجلة، وهناك مكان محدد للسيارة لكي تقف أمام فريق العمل بحيث لا يحتاج فريق العمل أن يتحرك إلى السيارة، وهناك ادوات خاصة لتهسيل التغيير مثل الرافعة في الأمام وفي الخلف اللتان ترفعان السيارة في لحظة واحدة، وهناك تغيير في تصميم أسلوب تثبيت العجلة بحث يتم تثبيتها بمسمار واحد فقط، وهناك نظافة وترتيب لمكان العمل، وهناك أعمال تتم على التوازي حيث يتم تغيير الأربع عجلات في آنٍ واحد، ومن الواضح ان العملية ليست اجتهادية بل هي تتم بنفس الطريقة كل مرة. ربما ستقول أن عدد العاملين كبير، وفي الحقيقة فإن عدد العاملين لديك وقت التجهيز يكون كبيرا لأن الماكينة لا تعمل.
أسلوب العمل التقليدي يعتمد على القيام بعمل متشابه لفترة طويلة قبل الانتقال لعمل آخر وذلك لسبب بسيط وهو أن الانتقال من عمل لآخر يعني فقدان الكثير من الوقت، وبالتالي فقدان الكثير من وقت العمل، ومثال ذلك أن المصانع تحاول إنتاج نفس المنتج لأيام لكي تقلل من عدد مرات إعداد الماكينة لإنتاج منتج آخر. هذا الأسلوب يعني أنك تطلب منتجا ما من المصنع، ثم يكون لزاما عليك أن تنتظر مدة طويلة لأن المصنع ينتج منتجا آخر هذه الأيام، ويؤدي هذا الأسلوب إلى زيادة المخزون من المنتجات نصف المصنعة والمنتجات النهائية لأننا مضطرون لإنتاج كم ٍكبير من نفس المنتج بغض النظر عن طلبات العميل. ودائما يتقبل الجميع هذا الأسلوب نظرا لأن وقت التغيير من منتج لآخر هو وقت طويل.
نظام تويوتا الإنتاجي (نظام تقليل الفاقد) لم يقبل هذه البديهية، فنظام تويوتا الإنتاجي لا يقبل بإنتاج كميات كبيرة وزيادة المخزون وإخفاء المشاكل، لذلك فنظام تويوتا الإنتاجي يتبنَّى إنتاج كميات صغيرة من نفس المنتج ثم إنتاج منتج آخر وهكذا. هل يعني ذلك أن نظام تويوتا الإنتاجي يؤدي إلى ضياع الوقت في إعداد الماكينة عدة مرات يوميا؟ كلَّا، إن نظام تويوتا الإنتاجي كما يدعو لإنتاج كميات صغيرة فإنه قد نجح في تقصير وقت إعداد الماكينة. فبدلا من محاولة تقليل عدد مرات إعداد الماكينة، فإن نظام تويوتا الإنتاجي يحاول دائما تقصير وقت الضبط بنسب كبيرة قد تقترب من 99%. أي أن الأسلوب التقليدي يقول سننتج كمية كبيرة لأن وقت إعداد الماكينة طويل، ونظام تويوتا يقول لأننا نريد أن ننتج دفعات صغير، فإن علينا تخفيض وقت إعداد الماكينة.
لقد نجحت تويوتا في ذلك فعلا حتى أصبحت تنتج سيارات مختلفة على التوالي دون أدنى مشكلة أو ضياع للوقت، وقد قاد هذا الأمر أحد أساتذة الهندسة الصناعية وهو شجيو شنجو Shigeo Shingo، وقد أطلق على هذا الأمر “تغيير القالب في دقيقة واحدة” Single Minute Exchange of Die SMED ويقصد بالقالب هنا قالب الصب أو الإسطمبة أوالمكبس أو ما شابه ذلك. ويحكي شنجو عن نتائج هذه الطريقة فيقول أنها تؤدي إلى تخفيض زمن الإعداد بنسب متوسطة تتراوح بين 80% و95%، ويذكر حالات تم فيها خفض زمن الإعداد من ساعات إلى عدة ثوان أو بضع دقائق. نحن لا نتكلم عن أمر بسيط، فلو كنت تقوم بتغيير بعض الأجزاء عند الانتقال من إنتاج منتج لإنتاج منتج آخر، لو كنت تقوم بالتغيير في ساعات ومنافسك يقوم بها في ثوان فأنت في خطر عظيم، فمنافسك يستطيع أن يلبي طلب العميل بسرعة فائقة لأنه يستطيع أن ينتج قطعة واحدة فقط من أي منتج دون ضياع للوقت، أما أنت فستفقد معظم اليوم لو قمت بالتغيير مرة أو مرتين فقط.
وقد قسَّم شنجو الإعداد إلى قسمين: إعداد داخلي Internal Setup وإعداد خارجي External Setup، اما الإعداد الداخلي فيشمل خطوات الإعداد التي تستوجب توقف الماكينة، وأما الخارجي فيشمل خطوات الإعداد التي تتم أثناء عمل الماكينة. فعندما تقوم بتغيير إسطمبة أو أداة إنتاج فإنك تقوم بإحضار الآلة البديلة وربما تنظيفها أو التأكد من سلامتها وقد تضع عليها بعض المواد مثل الزيت أو الشحم، كل هذا يسمى إعدادا خارجيا لأنه يتم أثناء عمل الماكينة، ثم إنك توقف الماكينة وتقوم باستبدال هذا الجزء وضبطه وتثبيته ثم تشغل الماكينة، هذه الخطوات الأخيرة تسمى إعدادا داخليا.
هل هذا كلامٌ خيالي؟ لا إنه كلام يحدث كل يوم في شركات كثيرة حول العالم، ودعني أعرض لك مثالا يُقرب الفكرة للأذهان. كم يستغرق تغيير إطارات السيارة الأربع؟ ربما يستغرق الواحد من عشر دقائق إلى خمس عشرة دقيقة فيكون المجموع هو 40 إلى 60 دقيقة، دعنا نقول أننا سنجتهد لنغير أربع إطارات في 40 دقيقة. زمن مقبول جدا بل ربما اعتبره البعض زمنا قصيرا بالنسبة لتغيير العجلات الأربع. في الحقيقة يمكن تغيير العجلات الأربع في سبع ثوان فقط أي تغيير العجلات الأربع لثمان سيارات في دقيقة واحدة أو تغيير العجلات الأربع ﻷكثر من 300 سيارة في 40 دقيقة. ربما بدات تفكر في صحة القوى العقلية لكاتب المقالة، ولنختصر الوقت انظر إلى الفيديو التالي والذي يبين كيف تغيير تغيير عجلات سياة السباق الأربع في سبع ثوان.
خطوات تخفيض زمن الإعداد
هناك عدة خطوات لتخفيض زمن الإعداد
1- تحديد خطوات الإعداد الداخلي وخطوات الإعداد الخارجي: عليك أن تراقب عملية الإعداد وتحدد الخطوات التي تتم أثناء عمل الماكينة وتلك التي تتم أثناء توقف الماكينة. في كثير من الأحيان ستلاحظ أن بعض العمليات التي تتم أثناء توقف الماكينة يُمكن أن تتم أثناء عمل الماكينة. لاحظ أن الهدف الأول هو تخفيض وقت الإعداد الداخلي.
2- تحويل الإعداد الداخلي إلى إعداد خارجي: هذه خطوة مؤثرة وأساسية، فعلينا أن نفكر في كل خطوة من خطوات الإعداد الداخلي ونسأل أنفسنا: هل يجب أن تتم هذه الخطوة أثناء إعداد الماكينة؟ ألا يمكننا القيام بها قبل توقف الماكينة؟ مثال ذلك: تجهيز الجزء الذي سيتم تركيبه، وتوفير لوازمه والأدوات اللازمة للتغيير. بعض الأعمال يمكن نقلها بدون تغيير من الإعداد الداخلي إلى الإعداد الخارجي، وبعض الأعمال ستحتاج بعض التعديل لكي يمكن تحويلها إلى الإعداد الخارجي
3- تحسين كل عمليات الإعداد الداخلي والخارجي: بعد أن استنفدت كل السبل لتحويل الإعداد (التجهيز) الداخلي إلى إعداد خارجي أي أثناء عمل الماكينة، عليك أن تقوم بتحسين طريقة اداء كل خطوات الإعداد الداخلي ثم كل خطوات الإعداد الخارجي. تذكر أنك تريد أن تقوم بتغيير الإنتاج من منتج لمنتج بسهولة فائقة وهذا يعني تقليل الوقت والجهد والتكلفة.
4- الاستغناء عن بعض العمليات أو عن عملية التجهيز نفسها: قد لا تصدق هذه الخطوة ولكنها الحقيقة، يمكنك أن تستغني عن الإعداد نفسه وذلك بأن تصمم الأجزاء تصميما متشابها وربما متطابقا، فعندما تصمم جزءا في منتجا فإنك تحاول تصميمه بشكل مشابه أو مطابق لنفس الجزء في منتج آخر وبهذا يمكنك أن تنتج الجزءين دون الحاجة لفترة إعداد وتغيير قالب أو غيره
5- تنميط العملية: ينبغي بعد ذلك تسجيل الخطوات القياسية للعملية لكي تتم العملية دائما بنفس الطريقة ولا تخضع لاجتهاد المنفذين لها.
أساليب تحسين خطوات الإعداد:
هناك أساليب عديدة تستخدم لتخفيض زمن التجهيز أولا ثم تقليل الجهد والتكلفة اللازمين، وهذه الأساليب تنقسم إلى أساليب عامة تستخدم لتخفيض زمن أي عمل، وأساليب خاصة إلى حد كبير بعملية الإعداد (التجهيز).
الأساليب العامة:
- تطبيق خمسة ت 5S: كما ناقشنا في مقالة سابقة فإن خمسة ت تعني ترتيب وتنظيف وتلميع مكان العمل بحيث يكون هناك مكان محدد لكل شيء ويكون كل شيء في مكانه المحدد، ويكون مكان العمل نظيفا جدا، وأن يكون التنظيف والترتيب جزءا من العمل اليومي. ومن الفوائد المباشرة لخمسة ت تقليل وقت الأعمال من خلال تخفيض وقت البحث عن الأدوات أو اكتشاف تلفها، ومن خلال تقليل فرصة حدوث إصابات أثناء العمل، ومن خلال ترتيب مكان العمل بحيث يساعد العامل على أداء عمله بأقل مجهود. فمن الطبيعي أن تكون خمسة ت هي إحدى وسائل تخفيض وقت تجهيز الماكينة، فعندما تكون الأدوات الخاصة بالتجهيز نظيفة محفوظة في مكان معلوم فإن العاملين لن يضيعوا الوقت في البحث عن الأدوات، وعندما تكون بيئة العمل آمنة فإن وقت التجهيز لن يضيع في علاج المصابين، وعندما الأدوات نظيفة والقطع التي يتم تركيبها نظيفة فإن احتماليات المشاكل الناشئة من الأتربة وغيرها تقل.
- القيام بعملين أو أكثر على التوازي: عندما يتكون العمل من عدة خطوات فإن إحدى طرق تخفيض وقت العمل هو القيام ببعض الخطوات على التوازي أي في نفس الوقت، فبدلا من القيام بالخطوة الأولى ثم الثانية ثم الثالثة حاول أن تقوم بالخطوتين الأولى والثانية في نفس الوقت أو الثانية والثالثة في نفس الوقت. هناك أعمال لا يمكن ان تتم على التوازي ولكن هناك أعمال كثيرة يمكن أن تتم على التوازي. وفي حالة إعداد الماكينة لمنتج جديد فإن الكثير من خطوات الفك والتركيب يمكن أن تتم على التوازي، فقد يقوم عامل بتركيب جزء من ناحية وبقوم الآخر بتركيب جزء من الناحية الأخرى، وقد يتم تركيب بعض الأجزاء أثناء ضبط أجزاء أخرى وهكذا.
- التأكد من سلامة الأدوات: قد تتوفر الأدوات وتتوفر الأجزاء ثم نفاجأ عند التجهيز أن بعض الأدوات تالفة او أن بعض الأجزاء غير سليمة أو غير مطابقة للمواصفات المطلوبة، لذلك فإذا كنا نريد تخفيض وقت التجهيز فعلينا أن نتأكد دائما من سلامة الأدوات.
أساليب خاصة بالتجهيز:
- توحيد الأجزاء: لكي تصبح الأمور أبسط حاول توحيد الأجزاء وهذا يشمل أدوات التثبيت، الأجزاء المنتجة، الأجزاء التي يتم تغييرها عند التجهيز. فبدلا من استخدام مسامير مختلفة مع كل قالب أو إسطمبة لكل منتج حاول أن تستخدم نفس المسامير وبالتالي لن تبحث عن المسامير في مرة، ولن تحتاج لمفاتيح ربط مختلفة. وأمر بالغ الأهمية هو أن تحاول تصميم الأجزاء المنتجة بحيث تكون متشابهة وربما متطابقة بما يُمكِن إنتاجها باستخدام نفس القالب أو الإسطمبة أي أنك لن تقوم بأي تغيير للتحول من إنتاج هذا المنتج لذاك. ويمكنك أيضا أن تصمم الشكل الخارجي للأجزاء التي يتم تغييرها بحيث تكون متطابقة وبالتالي فإن طريقة التركيب تكون متشابهة ولا تحتاج لوضع أجزاء أخرى إضافية لضبط الأبعاد أو غير ذلك.
- التثبيت والفك من لفة واحدة: عادة يتم فك وربط عدة مسامير أثناء عمليات التجهيز وهذا أمر يستهلك جهدا ويحتاج وقتا طويلا، لذلك فإن شنجو استخدم طريقة إبداعية تؤدي إلى فك الأجزاء بفك المسمار لفة واحدة، فبدلا من ربط المسمار بتدويره بضع مرات أو أكثر من عشر مرات فإن شنجو ابتدع طريقة التثبيت من لفة واحدة. وهناك عدة وسائل للربط من لفة واحدة نوضح منها اثنين.
الأولى: بدلا من استخدام مسمار وصامولة ووردة حلقية فإننا نستخدم نفس المسمار والصامولة ولكن مع وردة مشقوقة كما بالشكل أدناه. ما الذي يحدث عند فك المسمار لفة واحدة؟ إننا نستطيع استخراج الوردة الدائرية المشقوقة وبالتالي فإننا نستطيع فك الجزء المطلوب ﻷن المسمار والصامولة أصغر من الفتحة الدائرية.
الثانية: التثبيت باستخدام فتحة دائرية بجوارها مجرى بحيث يتم تثبيت المسمار فوق هذه المجرى الأصغر عرضا من قطر المسمار، وعند فك المسمار لفة واحدة فإنه يمكننا تحريك الجزء بشكل عرضي بحيث يصبح المسمار فوق الفتحة الدائرية الأكبر قطرا من قطر المسمار وهذا يمكننا من فك الجزء المطلوب لأن المسمار سيمر من الفتحة الدائرية.
- الاستغناء عن عمليات الضبط: من أكثر الأمور التي تستغرق وقتا أثناء عمليات التجهيز هي عمليات الضبط والتي قد تتم بأسلوب التجربة والخطأ. لذلك فإذا أردنا تقليل وقت التجهيز فعلينا النظر بعناية لعمليات الضبط وتبسيطها او الاستغناء عنها كليا. على سبيل المثال: قد تستخدم مسطرة مدرجة للمساعدة في ضبط الارتفاع، وقد تضع بعض العلامات لتحديد أماكن الأجزاء، وقد تستخدم بعض القطع المعروفة السمك لضبط الارتفاع وهكذا.
- تصميم أداوت خاصة لتبسيط العملية: يمكننا تخفيض وقت الإعداد كثيرا وذلك باستخدام أدوات خاصة تساعدنا على عمليات الفك والتركيب والضبط، فبدلا من استخدام ادوات عامة يمكننا تصميم بعض الأدوات الخاصة التي تناسب عمليتنا.
والآن دعنا نعود لسيارة السباق. كيف يتم تغيير العجلة في بضع ثوان؟ ربما لم تتضح الأسباب من مقطع الفيديو الأول، لذلك حاول أن تتابع هذا المقطع وابحث عن كيفية تطبيق بعض وسائل تخفيض زمن التجهيز
لعلك لاحظت أن هناك تحويل للإعداد الداخلي إلى إعداد خارجي مثل تجهيز العجلات التي سيتم تغييرها حتى أن العامل يقف حاملا العجلة، وهناك مكان محدد للسيارة لكي تقف أمام فريق العمل بحيث لا يحتاج فريق العمل أن يتحرك إلى السيارة، وهناك ادوات خاصة لتهسيل التغيير مثل الرافعة في الأمام وفي الخلف اللتان ترفعان السيارة في لحظة واحدة، وهناك تغيير في تصميم أسلوب تثبيت العجلة بحث يتم تثبيتها بمسمار واحد فقط، وهناك نظافة وترتيب لمكان العمل، وهناك أعمال تتم على التوازي حيث يتم تغيير الأربع عجلات في آنٍ واحد، ومن الواضح ان العملية ليست اجتهادية بل هي تتم بنفس الطريقة كل مرة. ربما ستقول أن عدد العاملين كبير، وفي الحقيقة فإن عدد العاملين لديك وقت التجهيز يكون كبيرا لأن الماكينة لا تعمل.
وهناك مثال آخر لتركيب العجلات في سيارة تويوتا تحت التصنيع، ويقوم بهذا العمل شخصان فقط، ويتم استخدام أداة خاصة لتثبيت مسامير العجلة، وكذلك هناك اداة خاصة لحمل العجلة ووضعها في مكانها، والعملية تتم أثناء القيام بأعمال أخرى وبدون جهد يذكر من الشخصين اللذين يظهران في الصورة.
والحديث ربما يحتاج المزيد من التوضيح، ولكن جوهر الأمر هو أن تقوم بتحليل كل جزئيات عمليات الإعداد وتحاول تقليص وقتها بكل الطرق. قد تختلف مشكلتك عن مشكلة غيرك وقد يختلف أسلوب الحل من موقع عمل لآخر، ولكن المهم أن تُصر على تقليل وقت الإعداد.
حاول أن تُطبق هذه الأفكار على عملية الإعداد في عملك أياً كانت.
أسلوب العمل التقليدي يعتمد على القيام بعمل متشابه لفترة طويلة قبل الانتقال لعمل آخر وذلك لسبب بسيط وهو أن الانتقال من عمل لآخر يعني فقدان الكثير من الوقت، وبالتالي فقدان الكثير من وقت العمل، ومثال ذلك أن المصانع تحاول إنتاج نفس المنتج لأيام لكي تقلل من عدد مرات إعداد الماكينة لإنتاج منتج آخر. هذا الأسلوب يعني أنك تطلب منتجا ما من المصنع، ثم يكون لزاما عليك أن تنتظر مدة طويلة لأن المصنع ينتج منتجا آخر هذه الأيام، ويؤدي هذا الأسلوب إلى زيادة المخزون من المنتجات نصف المصنعة والمنتجات النهائية لأننا مضطرون لإنتاج كم ٍكبير من نفس المنتج بغض النظر عن طلبات العميل. ودائما يتقبل الجميع هذا الأسلوب نظرا لأن وقت التغيير من منتج لآخر هو وقت طويل.
نظام تويوتا الإنتاجي (نظام تقليل الفاقد) لم يقبل هذه البديهية، فنظام تويوتا الإنتاجي لا يقبل بإنتاج كميات كبيرة وزيادة المخزون وإخفاء المشاكل، لذلك فنظام تويوتا الإنتاجي يتبنَّى إنتاج كميات صغيرة من نفس المنتج ثم إنتاج منتج آخر وهكذا. هل يعني ذلك أن نظام تويوتا الإنتاجي يؤدي إلى ضياع الوقت في إعداد الماكينة عدة مرات يوميا؟ كلَّا، إن نظام تويوتا الإنتاجي كما يدعو لإنتاج كميات صغيرة فإنه قد نجح في تقصير وقت إعداد الماكينة. فبدلا من محاولة تقليل عدد مرات إعداد الماكينة، فإن نظام تويوتا الإنتاجي يحاول دائما تقصير وقت الضبط بنسب كبيرة قد تقترب من 99%. أي أن الأسلوب التقليدي يقول سننتج كمية كبيرة لأن وقت إعداد الماكينة طويل، ونظام تويوتا يقول لأننا نريد أن ننتج دفعات صغير، فإن علينا تخفيض وقت إعداد الماكينة.
لقد نجحت تويوتا في ذلك فعلا حتى أصبحت تنتج سيارات مختلفة على التوالي دون أدنى مشكلة أو ضياع للوقت، وقد قاد هذا الأمر أحد أساتذة الهندسة الصناعية وهو شجيو شنجو Shigeo Shingo، وقد أطلق على هذا الأمر “تغيير القالب في دقيقة واحدة” Single Minute Exchange of Die SMED ويقصد بالقالب هنا قالب الصب أو الإسطمبة أوالمكبس أو ما شابه ذلك. ويحكي شنجو عن نتائج هذه الطريقة فيقول أنها تؤدي إلى تخفيض زمن الإعداد بنسب متوسطة تتراوح بين 80% و95%، ويذكر حالات تم فيها خفض زمن الإعداد من ساعات إلى عدة ثوان أو بضع دقائق. نحن لا نتكلم عن أمر بسيط، فلو كنت تقوم بتغيير بعض الأجزاء عند الانتقال من إنتاج منتج لإنتاج منتج آخر، لو كنت تقوم بالتغيير في ساعات ومنافسك يقوم بها في ثوان فأنت في خطر عظيم، فمنافسك يستطيع أن يلبي طلب العميل بسرعة فائقة لأنه يستطيع أن ينتج قطعة واحدة فقط من أي منتج دون ضياع للوقت، أما أنت فستفقد معظم اليوم لو قمت بالتغيير مرة أو مرتين فقط.
وقد قسَّم شنجو الإعداد إلى قسمين: إعداد داخلي Internal Setup وإعداد خارجي External Setup، اما الإعداد الداخلي فيشمل خطوات الإعداد التي تستوجب توقف الماكينة، وأما الخارجي فيشمل خطوات الإعداد التي تتم أثناء عمل الماكينة. فعندما تقوم بتغيير إسطمبة أو أداة إنتاج فإنك تقوم بإحضار الآلة البديلة وربما تنظيفها أو التأكد من سلامتها وقد تضع عليها بعض المواد مثل الزيت أو الشحم، كل هذا يسمى إعدادا خارجيا لأنه يتم أثناء عمل الماكينة، ثم إنك توقف الماكينة وتقوم باستبدال هذا الجزء وضبطه وتثبيته ثم تشغل الماكينة، هذه الخطوات الأخيرة تسمى إعدادا داخليا.
هل هذا كلامٌ خيالي؟ لا إنه كلام يحدث كل يوم في شركات كثيرة حول العالم، ودعني أعرض لك مثالا يُقرب الفكرة للأذهان. كم يستغرق تغيير إطارات السيارة الأربع؟ ربما يستغرق الواحد من عشر دقائق إلى خمس عشرة دقيقة فيكون المجموع هو 40 إلى 60 دقيقة، دعنا نقول أننا سنجتهد لنغير أربع إطارات في 40 دقيقة. زمن مقبول جدا بل ربما اعتبره البعض زمنا قصيرا بالنسبة لتغيير العجلات الأربع. في الحقيقة يمكن تغيير العجلات الأربع في سبع ثوان فقط أي تغيير العجلات الأربع لثمان سيارات في دقيقة واحدة أو تغيير العجلات الأربع ﻷكثر من 300 سيارة في 40 دقيقة.
خطوات تخفيض زمن الإعداد
هناك عدة خطوات لتخفيض زمن الإعداد
1- تحديد خطوات الإعداد الداخلي وخطوات الإعداد الخارجي: عليك أن تراقب عملية الإعداد وتحدد الخطوات التي تتم أثناء عمل الماكينة وتلك التي تتم أثناء توقف الماكينة. في كثير من الأحيان ستلاحظ أن بعض العمليات التي تتم أثناء توقف الماكينة يُمكن أن تتم أثناء عمل الماكينة. لاحظ أن الهدف الأول هو تخفيض وقت الإعداد الداخلي.
2- تحويل الإعداد الداخلي إلى إعداد خارجي: هذه خطوة مؤثرة وأساسية، فعلينا أن نفكر في كل خطوة من خطوات الإعداد الداخلي ونسأل أنفسنا: هل يجب أن تتم هذه الخطوة أثناء إعداد الماكينة؟ ألا يمكننا القيام بها قبل توقف الماكينة؟ مثال ذلك: تجهيز الجزء الذي سيتم تركيبه، وتوفير لوازمه والأدوات اللازمة للتغيير. بعض الأعمال يمكن نقلها بدون تغيير من الإعداد الداخلي إلى الإعداد الخارجي، وبعض الأعمال ستحتاج بعض التعديل لكي يمكن تحويلها إلى الإعداد الخارجي
3- تحسين كل عمليات الإعداد الداخلي والخارجي: بعد أن استنفدت كل السبل لتحويل الإعداد (التجهيز) الداخلي إلى إعداد خارجي أي أثناء عمل الماكينة، عليك أن تقوم بتحسين طريقة اداء كل خطوات الإعداد الداخلي ثم كل خطوات الإعداد الخارجي. تذكر أنك تريد أن تقوم بتغيير الإنتاج من منتج لمنتج بسهولة فائقة وهذا يعني تقليل الوقت والجهد والتكلفة.
4- الاستغناء عن بعض العمليات أو عن عملية التجهيز نفسها: قد لا تصدق هذه الخطوة ولكنها الحقيقة، يمكنك أن تستغني عن الإعداد نفسه وذلك بأن تصمم الأجزاء تصميما متشابها وربما متطابقا، فعندما تصمم جزءا في منتجا فإنك تحاول تصميمه بشكل مشابه أو مطابق لنفس الجزء في منتج آخر وبهذا يمكنك أن تنتج الجزءين دون الحاجة لفترة إعداد وتغيير قالب أو غيره
5- تنميط العملية: ينبغي بعد ذلك تسجيل الخطوات القياسية للعملية لكي تتم العملية دائما بنفس الطريقة ولا تخضع لاجتهاد المنفذين لها.
أساليب تحسين خطوات الإعداد:
هناك أساليب عديدة تستخدم لتخفيض زمن التجهيز أولا ثم تقليل الجهد والتكلفة اللازمين، وهذه الأساليب تنقسم إلى أساليب عامة تستخدم لتخفيض زمن أي عمل، وأساليب خاصة إلى حد كبير بعملية الإعداد (التجهيز).
الأساليب العامة:
- تطبيق خمسة ت 5S: كما ناقشنا في مقالة سابقة فإن خمسة ت تعني ترتيب وتنظيف وتلميع مكان العمل بحيث يكون هناك مكان محدد لكل شيء ويكون كل شيء في مكانه المحدد، ويكون مكان العمل نظيفا جدا، وأن يكون التنظيف والترتيب جزءا من العمل اليومي. ومن الفوائد المباشرة لخمسة ت تقليل وقت الأعمال من خلال تخفيض وقت البحث عن الأدوات أو اكتشاف تلفها، ومن خلال تقليل فرصة حدوث إصابات أثناء العمل، ومن خلال ترتيب مكان العمل بحيث يساعد العامل على أداء عمله بأقل مجهود. فمن الطبيعي أن تكون خمسة ت هي إحدى وسائل تخفيض وقت تجهيز الماكينة، فعندما تكون الأدوات الخاصة بالتجهيز نظيفة محفوظة في مكان معلوم فإن العاملين لن يضيعوا الوقت في البحث عن الأدوات، وعندما تكون بيئة العمل آمنة فإن وقت التجهيز لن يضيع في علاج المصابين، وعندما الأدوات نظيفة والقطع التي يتم تركيبها نظيفة فإن احتماليات المشاكل الناشئة من الأتربة وغيرها تقل.
- القيام بعملين أو أكثر على التوازي: عندما يتكون العمل من عدة خطوات فإن إحدى طرق تخفيض وقت العمل هو القيام ببعض الخطوات على التوازي أي في نفس الوقت، فبدلا من القيام بالخطوة الأولى ثم الثانية ثم الثالثة حاول أن تقوم بالخطوتين الأولى والثانية في نفس الوقت أو الثانية والثالثة في نفس الوقت. هناك أعمال لا يمكن ان تتم على التوازي ولكن هناك أعمال كثيرة يمكن أن تتم على التوازي. وفي حالة إعداد الماكينة لمنتج جديد فإن الكثير من خطوات الفك والتركيب يمكن أن تتم على التوازي، فقد يقوم عامل بتركيب جزء من ناحية وبقوم الآخر بتركيب جزء من الناحية الأخرى، وقد يتم تركيب بعض الأجزاء أثناء ضبط أجزاء أخرى وهكذا.
- التأكد من سلامة الأدوات: قد تتوفر الأدوات وتتوفر الأجزاء ثم نفاجأ عند التجهيز أن بعض الأدوات تالفة او أن بعض الأجزاء غير سليمة أو غير مطابقة للمواصفات المطلوبة، لذلك فإذا كنا نريد تخفيض وقت التجهيز فعلينا أن نتأكد دائما من سلامة الأدوات.
أساليب خاصة بالتجهيز:
- توحيد الأجزاء: لكي تصبح الأمور أبسط حاول توحيد الأجزاء وهذا يشمل أدوات التثبيت، الأجزاء المنتجة، الأجزاء التي يتم تغييرها عند التجهيز. فبدلا من استخدام مسامير مختلفة مع كل قالب أو إسطمبة لكل منتج حاول أن تستخدم نفس المسامير وبالتالي لن تبحث عن المسامير في مرة، ولن تحتاج لمفاتيح ربط مختلفة. وأمر بالغ الأهمية هو أن تحاول تصميم الأجزاء المنتجة بحيث تكون متشابهة وربما متطابقة بما يُمكِن إنتاجها باستخدام نفس القالب أو الإسطمبة أي أنك لن تقوم بأي تغيير للتحول من إنتاج هذا المنتج لذاك. ويمكنك أيضا أن تصمم الشكل الخارجي للأجزاء التي يتم تغييرها بحيث تكون متطابقة وبالتالي فإن طريقة التركيب تكون متشابهة ولا تحتاج لوضع أجزاء أخرى إضافية لضبط الأبعاد أو غير ذلك.
- التثبيت والفك من لفة واحدة: عادة يتم فك وربط عدة مسامير أثناء عمليات التجهيز وهذا أمر يستهلك جهدا ويحتاج وقتا طويلا، لذلك فإن شنجو استخدم طريقة إبداعية تؤدي إلى فك الأجزاء بفك المسمار لفة واحدة، فبدلا من ربط المسمار بتدويره بضع مرات أو أكثر من عشر مرات فإن شنجو ابتدع طريقة التثبيت من لفة واحدة. وهناك عدة وسائل للربط من لفة واحدة نوضح منها اثنين.
الأولى: بدلا من استخدام مسمار وصامولة ووردة حلقية فإننا نستخدم نفس المسمار والصامولة ولكن مع وردة مشقوقة كما بالشكل أدناه. ما الذي يحدث عند فك المسمار لفة واحدة؟ إننا نستطيع استخراج الوردة الدائرية المشقوقة وبالتالي فإننا نستطيع فك الجزء المطلوب ﻷن المسمار والصامولة أصغر من الفتحة الدائرية.
الثانية: التثبيت باستخدام فتحة دائرية بجوارها مجرى بحيث يتم تثبيت المسمار فوق هذه المجرى الأصغر عرضا من قطر المسمار، وعند فك المسمار لفة واحدة فإنه يمكننا تحريك الجزء بشكل عرضي بحيث يصبح المسمار فوق الفتحة الدائرية الأكبر قطرا من قطر المسمار وهذا يمكننا من فك الجزء المطلوب لأن المسمار سيمر من الفتحة الدائرية.
- الاستغناء عن عمليات الضبط: من أكثر الأمور التي تستغرق وقتا أثناء عمليات التجهيز هي عمليات الضبط والتي قد تتم بأسلوب التجربة والخطأ. لذلك فإذا أردنا تقليل وقت التجهيز فعلينا النظر بعناية لعمليات الضبط وتبسيطها او الاستغناء عنها كليا. على سبيل المثال: قد تستخدم مسطرة مدرجة للمساعدة في ضبط الارتفاع، وقد تضع بعض العلامات لتحديد أماكن الأجزاء، وقد تستخدم بعض القطع المعروفة السمك لضبط الارتفاع وهكذا.
- تصميم أداوت خاصة لتبسيط العملية: يمكننا تخفيض وقت الإعداد كثيرا وذلك باستخدام أدوات خاصة تساعدنا على عمليات الفك والتركيب والضبط، فبدلا من استخدام ادوات عامة يمكننا تصميم بعض الأدوات الخاصة التي تناسب عمليتنا.
سلوب العمل التقليدي يعتمد على القيام بعمل متشابه لفترة طويلة قبل الانتقال لعمل آخر وذلك لسبب بسيط وهو أن الانتقال من عمل لآخر يعني فقدان الكثير من الوقت، وبالتالي فقدان الكثير من وقت العمل، ومثال ذلك أن المصانع تحاول إنتاج نفس المنتج لأيام لكي تقلل من عدد مرات إعداد الماكينة لإنتاج منتج آخر. هذا الأسلوب يعني أنك تطلب منتجا ما من المصنع، ثم يكون لزاما عليك أن تنتظر مدة طويلة لأن المصنع ينتج منتجا آخر هذه الأيام، ويؤدي هذا الأسلوب إلى زيادة المخزون من المنتجات نصف المصنعة والمنتجات النهائية لأننا مضطرون لإنتاج كم ٍكبير من نفس المنتج بغض النظر عن طلبات العميل. ودائما يتقبل الجميع هذا الأسلوب نظرا لأن وقت التغيير من منتج لآخر هو وقت طويل.
نظام تويوتا الإنتاجي (نظام تقليل الفاقد) لم يقبل هذه البديهية، فنظام تويوتا الإنتاجي لا يقبل بإنتاج كميات كبيرة وزيادة المخزون وإخفاء المشاكل، لذلك فنظام تويوتا الإنتاجي يتبنَّى إنتاج كميات صغيرة من نفس المنتج ثم إنتاج منتج آخر وهكذا. هل يعني ذلك أن نظام تويوتا الإنتاجي يؤدي إلى ضياع الوقت في إعداد الماكينة عدة مرات يوميا؟ كلَّا، إن نظام تويوتا الإنتاجي كما يدعو لإنتاج كميات صغيرة فإنه قد نجح في تقصير وقت إعداد الماكينة. فبدلا من محاولة تقليل عدد مرات إعداد الماكينة، فإن نظام تويوتا الإنتاجي يحاول دائما تقصير وقت الضبط بنسب كبيرة قد تقترب من 99%. أي أن الأسلوب التقليدي يقول سننتج كمية كبيرة لأن وقت إعداد الماكينة طويل، ونظام تويوتا يقول لأننا نريد أن ننتج دفعات صغير، فإن علينا تخفيض وقت إعداد الماكينة.
لقد نجحت تويوتا في ذلك فعلا حتى أصبحت تنتج سيارات مختلفة على التوالي دون أدنى مشكلة أو ضياع للوقت، وقد قاد هذا الأمر أحد أساتذة الهندسة الصناعية وهو شجيو شنجو Shigeo Shingo، وقد أطلق على هذا الأمر “تغيير القالب في دقيقة واحدة” Single Minute Exchange of Die SMED ويقصد بالقالب هنا قالب الصب أو الإسطمبة أوالمكبس أو ما شابه ذلك. ويحكي شنجو عن نتائج هذه الطريقة فيقول أنها تؤدي إلى تخفيض زمن الإعداد بنسب متوسطة تتراوح بين 80% و95%، ويذكر حالات تم فيها خفض زمن الإعداد من ساعات إلى عدة ثوان أو بضع دقائق. نحن لا نتكلم عن أمر بسيط، فلو كنت تقوم بتغيير بعض الأجزاء عند الانتقال من إنتاج منتج لإنتاج منتج آخر، لو كنت تقوم بالتغيير في ساعات ومنافسك يقوم بها في ثوان فأنت في خطر عظيم، فمنافسك يستطيع أن يلبي طلب العميل بسرعة فائقة لأنه يستطيع أن ينتج قطعة واحدة فقط من أي منتج دون ضياع للوقت، أما أنت فستفقد معظم اليوم لو قمت بالتغيير مرة أو مرتين فقط.
وقد قسَّم شنجو الإعداد إلى قسمين: إعداد داخلي Internal Setup وإعداد خارجي External Setup، اما الإعداد الداخلي فيشمل خطوات الإعداد التي تستوجب توقف الماكينة، وأما الخارجي فيشمل خطوات الإعداد التي تتم أثناء عمل الماكينة. فعندما تقوم بتغيير إسطمبة أو أداة إنتاج فإنك تقوم بإحضار الآلة البديلة وربما تنظيفها أو التأكد من سلامتها وقد تضع عليها بعض المواد مثل الزيت أو الشحم، كل هذا يسمى إعدادا خارجيا لأنه يتم أثناء عمل الماكينة، ثم إنك توقف الماكينة وتقوم باستبدال هذا الجزء وضبطه وتثبيته ثم تشغل الماكينة، هذه الخطوات الأخيرة تسمى إعدادا داخليا.
هل هذا كلامٌ خيالي؟ لا إنه كلام يحدث كل يوم في شركات كثيرة حول العالم، ودعني أعرض لك مثالا يُقرب الفكرة للأذهان. كم يستغرق تغيير إطارات السيارة الأربع؟ ربما يستغرق الواحد من عشر دقائق إلى خمس عشرة دقيقة فيكون المجموع هو 40 إلى 60 دقيقة، دعنا نقول أننا سنجتهد لنغير أربع إطارات في 40 دقيقة. زمن مقبول جدا بل ربما اعتبره البعض زمنا قصيرا بالنسبة لتغيير العجلات الأربع. في الحقيقة يمكن تغيير العجلات الأربع في سبع ثوان فقط أي تغيير العجلات الأربع لثمان سيارات في دقيقة واحدة أو تغيير العجلات الأربع ﻷكثر من 300 سيارة في 40 دقيقة. ربما بدات تفكر في صحة القوى العقلية لكاتب المقالة، ولنختصر الوقت انظر إلى الفيديو التالي والذي يبين كيف تغيير تغيير عجلات سياة السباق الأربع في سبع ثوان.
خطوات تخفيض زمن الإعداد
هناك عدة خطوات لتخفيض زمن الإعداد
1- تحديد خطوات الإعداد الداخلي وخطوات الإعداد الخارجي: عليك أن تراقب عملية الإعداد وتحدد الخطوات التي تتم أثناء عمل الماكينة وتلك التي تتم أثناء توقف الماكينة. في كثير من الأحيان ستلاحظ أن بعض العمليات التي تتم أثناء توقف الماكينة يُمكن أن تتم أثناء عمل الماكينة. لاحظ أن الهدف الأول هو تخفيض وقت الإعداد الداخلي.
2- تحويل الإعداد الداخلي إلى إعداد خارجي: هذه خطوة مؤثرة وأساسية، فعلينا أن نفكر في كل خطوة من خطوات الإعداد الداخلي ونسأل أنفسنا: هل يجب أن تتم هذه الخطوة أثناء إعداد الماكينة؟ ألا يمكننا القيام بها قبل توقف الماكينة؟ مثال ذلك: تجهيز الجزء الذي سيتم تركيبه، وتوفير لوازمه والأدوات اللازمة للتغيير. بعض الأعمال يمكن نقلها بدون تغيير من الإعداد الداخلي إلى الإعداد الخارجي، وبعض الأعمال ستحتاج بعض التعديل لكي يمكن تحويلها إلى الإعداد الخارجي
3- تحسين كل عمليات الإعداد الداخلي والخارجي: بعد أن استنفدت كل السبل لتحويل الإعداد (التجهيز) الداخلي إلى إعداد خارجي أي أثناء عمل الماكينة، عليك أن تقوم بتحسين طريقة اداء كل خطوات الإعداد الداخلي ثم كل خطوات الإعداد الخارجي. تذكر أنك تريد أن تقوم بتغيير الإنتاج من منتج لمنتج بسهولة فائقة وهذا يعني تقليل الوقت والجهد والتكلفة.
4- الاستغناء عن بعض العمليات أو عن عملية التجهيز نفسها: قد لا تصدق هذه الخطوة ولكنها الحقيقة، يمكنك أن تستغني عن الإعداد نفسه وذلك بأن تصمم الأجزاء تصميما متشابها وربما متطابقا، فعندما تصمم جزءا في منتجا فإنك تحاول تصميمه بشكل مشابه أو مطابق لنفس الجزء في منتج آخر وبهذا يمكنك أن تنتج الجزءين دون الحاجة لفترة إعداد وتغيير قالب أو غيره
5- تنميط العملية: ينبغي بعد ذلك تسجيل الخطوات القياسية للعملية لكي تتم العملية دائما بنفس الطريقة ولا تخضع لاجتهاد المنفذين لها.
أساليب تحسين خطوات الإعداد:
هناك أساليب عديدة تستخدم لتخفيض زمن التجهيز أولا ثم تقليل الجهد والتكلفة اللازمين، وهذه الأساليب تنقسم إلى أساليب عامة تستخدم لتخفيض زمن أي عمل، وأساليب خاصة إلى حد كبير بعملية الإعداد (التجهيز).
الأساليب العامة:
- تطبيق خمسة ت 5S: كما ناقشنا في مقالة سابقة فإن خمسة ت تعني ترتيب وتنظيف وتلميع مكان العمل بحيث يكون هناك مكان محدد لكل شيء ويكون كل شيء في مكانه المحدد، ويكون مكان العمل نظيفا جدا، وأن يكون التنظيف والترتيب جزءا من العمل اليومي. ومن الفوائد المباشرة لخمسة ت تقليل وقت الأعمال من خلال تخفيض وقت البحث عن الأدوات أو اكتشاف تلفها، ومن خلال تقليل فرصة حدوث إصابات أثناء العمل، ومن خلال ترتيب مكان العمل بحيث يساعد العامل على أداء عمله بأقل مجهود. فمن الطبيعي أن تكون خمسة ت هي إحدى وسائل تخفيض وقت تجهيز الماكينة، فعندما تكون الأدوات الخاصة بالتجهيز نظيفة محفوظة في مكان معلوم فإن العاملين لن يضيعوا الوقت في البحث عن الأدوات، وعندما تكون بيئة العمل آمنة فإن وقت التجهيز لن يضيع في علاج المصابين، وعندما الأدوات نظيفة والقطع التي يتم تركيبها نظيفة فإن احتماليات المشاكل الناشئة من الأتربة وغيرها تقل.
- القيام بعملين أو أكثر على التوازي: عندما يتكون العمل من عدة خطوات فإن إحدى طرق تخفيض وقت العمل هو القيام ببعض الخطوات على التوازي أي في نفس الوقت، فبدلا من القيام بالخطوة الأولى ثم الثانية ثم الثالثة حاول أن تقوم بالخطوتين الأولى والثانية في نفس الوقت أو الثانية والثالثة في نفس الوقت. هناك أعمال لا يمكن ان تتم على التوازي ولكن هناك أعمال كثيرة يمكن أن تتم على التوازي. وفي حالة إعداد الماكينة لمنتج جديد فإن الكثير من خطوات الفك والتركيب يمكن أن تتم على التوازي، فقد يقوم عامل بتركيب جزء من ناحية وبقوم الآخر بتركيب جزء من الناحية الأخرى، وقد يتم تركيب بعض الأجزاء أثناء ضبط أجزاء أخرى وهكذا.
- التأكد من سلامة الأدوات: قد تتوفر الأدوات وتتوفر الأجزاء ثم نفاجأ عند التجهيز أن بعض الأدوات تالفة او أن بعض الأجزاء غير سليمة أو غير مطابقة للمواصفات المطلوبة، لذلك فإذا كنا نريد تخفيض وقت التجهيز فعلينا أن نتأكد دائما من سلامة الأدوات.
أساليب خاصة بالتجهيز:
- توحيد الأجزاء: لكي تصبح الأمور أبسط حاول توحيد الأجزاء وهذا يشمل أدوات التثبيت، الأجزاء المنتجة، الأجزاء التي يتم تغييرها عند التجهيز. فبدلا من استخدام مسامير مختلفة مع كل قالب أو إسطمبة لكل منتج حاول أن تستخدم نفس المسامير وبالتالي لن تبحث عن المسامير في مرة، ولن تحتاج لمفاتيح ربط مختلفة. وأمر بالغ الأهمية هو أن تحاول تصميم الأجزاء المنتجة بحيث تكون متشابهة وربما متطابقة بما يُمكِن إنتاجها باستخدام نفس القالب أو الإسطمبة أي أنك لن تقوم بأي تغيير للتحول من إنتاج هذا المنتج لذاك. ويمكنك أيضا أن تصمم الشكل الخارجي للأجزاء التي يتم تغييرها بحيث تكون متطابقة وبالتالي فإن طريقة التركيب تكون متشابهة ولا تحتاج لوضع أجزاء أخرى إضافية لضبط الأبعاد أو غير ذلك.
- التثبيت والفك من لفة واحدة: عادة يتم فك وربط عدة مسامير أثناء عمليات التجهيز وهذا أمر يستهلك جهدا ويحتاج وقتا طويلا، لذلك فإن شنجو استخدم طريقة إبداعية تؤدي إلى فك الأجزاء بفك المسمار لفة واحدة، فبدلا من ربط المسمار بتدويره بضع مرات أو أكثر من عشر مرات فإن شنجو ابتدع طريقة التثبيت من لفة واحدة. وهناك عدة وسائل للربط من لفة واحدة نوضح منها اثنين.
الأولى: بدلا من استخدام مسمار وصامولة ووردة حلقية فإننا نستخدم نفس المسمار والصامولة ولكن مع وردة مشقوقة كما بالشكل أدناه. ما الذي يحدث عند فك المسمار لفة واحدة؟ إننا نستطيع استخراج الوردة الدائرية المشقوقة وبالتالي فإننا نستطيع فك الجزء المطلوب ﻷن المسمار والصامولة أصغر من الفتحة الدائرية.
الثانية: التثبيت باستخدام فتحة دائرية بجوارها مجرى بحيث يتم تثبيت المسمار فوق هذه المجرى الأصغر عرضا من قطر المسمار، وعند فك المسمار لفة واحدة فإنه يمكننا تحريك الجزء بشكل عرضي بحيث يصبح المسمار فوق الفتحة الدائرية الأكبر قطرا من قطر المسمار وهذا يمكننا من فك الجزء المطلوب لأن المسمار سيمر من الفتحة الدائرية.
- الاستغناء عن عمليات الضبط: من أكثر الأمور التي تستغرق وقتا أثناء عمليات التجهيز هي عمليات الضبط والتي قد تتم بأسلوب التجربة والخطأ. لذلك فإذا أردنا تقليل وقت التجهيز فعلينا النظر بعناية لعمليات الضبط وتبسيطها او الاستغناء عنها كليا. على سبيل المثال: قد تستخدم مسطرة مدرجة للمساعدة في ضبط الارتفاع، وقد تضع بعض العلامات لتحديد أماكن الأجزاء، وقد تستخدم بعض القطع المعروفة السمك لضبط الارتفاع وهكذا.
- تصميم أداوت خاصة لتبسيط العملية: يمكننا تخفيض وقت الإعداد كثيرا وذلك باستخدام أدوات خاصة تساعدنا على عمليات الفك والتركيب والضبط، فبدلا من استخدام ادوات عامة يمكننا تصميم بعض الأدوات الخاصة التي تناسب عمليتنا.
والآن دعنا نعود لسيارة السباق. كيف يتم تغيير العجلة في بضع ثوان؟ ربما لم تتضح الأسباب من مقطع الفيديو الأول، لذلك حاول أن تتابع هذا المقطع وابحث عن كيفية تطبيق بعض وسائل تخفيض زمن التجهيز
لعلك لاحظت أن هناك تحويل للإعداد الداخلي إلى إعداد خارجي مثل تجهيز العجلات التي سيتم تغييرها حتى أن العامل يقف حاملا العجلة، وهناك مكان محدد للسيارة لكي تقف أمام فريق العمل بحيث لا يحتاج فريق العمل أن يتحرك إلى السيارة، وهناك ادوات خاصة لتهسيل التغيير مثل الرافعة في الأمام وفي الخلف اللتان ترفعان السيارة في لحظة واحدة، وهناك تغيير في تصميم أسلوب تثبيت العجلة بحث يتم تثبيتها بمسمار واحد فقط، وهناك نظافة وترتيب لمكان العمل، وهناك أعمال تتم على التوازي حيث يتم تغيير الأربع عجلات في آنٍ واحد، ومن الواضح ان العملية ليست اجتهادية بل هي تتم بنفس الطريقة كل مرة. ربما ستقول أن عدد العاملين كبير، وفي الحقيقة فإن عدد العاملين لديك وقت التجهيز يكون كبيرا لأن الماكينة لا تعمل.
أسلوب العمل التقليدي يعتمد على القيام بعمل متشابه لفترة طويلة قبل الانتقال لعمل آخر وذلك لسبب بسيط وهو أن الانتقال من عمل لآخر يعني فقدان الكثير من الوقت، وبالتالي فقدان الكثير من وقت العمل، ومثال ذلك أن المصانع تحاول إنتاج نفس المنتج لأيام لكي تقلل من عدد مرات إعداد الماكينة لإنتاج منتج آخر. هذا الأسلوب يعني أنك تطلب منتجا ما من المصنع، ثم يكون لزاما عليك أن تنتظر مدة طويلة لأن المصنع ينتج منتجا آخر هذه الأيام، ويؤدي هذا الأسلوب إلى زيادة المخزون من المنتجات نصف المصنعة والمنتجات النهائية لأننا مضطرون لإنتاج كم ٍكبير من نفس المنتج بغض النظر عن طلبات العميل. ودائما يتقبل الجميع هذا الأسلوب نظرا لأن وقت التغيير من منتج لآخر هو وقت طويل.
نظام تويوتا الإنتاجي (نظام تقليل الفاقد) لم يقبل هذه البديهية، فنظام تويوتا الإنتاجي لا يقبل بإنتاج كميات كبيرة وزيادة المخزون وإخفاء المشاكل، لذلك فنظام تويوتا الإنتاجي يتبنَّى إنتاج كميات صغيرة من نفس المنتج ثم إنتاج منتج آخر وهكذا. هل يعني ذلك أن نظام تويوتا الإنتاجي يؤدي إلى ضياع الوقت في إعداد الماكينة عدة مرات يوميا؟ كلَّا، إن نظام تويوتا الإنتاجي كما يدعو لإنتاج كميات صغيرة فإنه قد نجح في تقصير وقت إعداد الماكينة. فبدلا من محاولة تقليل عدد مرات إعداد الماكينة، فإن نظام تويوتا الإنتاجي يحاول دائما تقصير وقت الضبط بنسب كبيرة قد تقترب من 99%. أي أن الأسلوب التقليدي يقول سننتج كمية كبيرة لأن وقت إعداد الماكينة طويل، ونظام تويوتا يقول لأننا نريد أن ننتج دفعات صغير، فإن علينا تخفيض وقت إعداد الماكينة.
لقد نجحت تويوتا في ذلك فعلا حتى أصبحت تنتج سيارات مختلفة على التوالي دون أدنى مشكلة أو ضياع للوقت، وقد قاد هذا الأمر أحد أساتذة الهندسة الصناعية وهو شجيو شنجو Shigeo Shingo، وقد أطلق على هذا الأمر “تغيير القالب في دقيقة واحدة” Single Minute Exchange of Die SMED ويقصد بالقالب هنا قالب الصب أو الإسطمبة أوالمكبس أو ما شابه ذلك. ويحكي شنجو عن نتائج هذه الطريقة فيقول أنها تؤدي إلى تخفيض زمن الإعداد بنسب متوسطة تتراوح بين 80% و95%، ويذكر حالات تم فيها خفض زمن الإعداد من ساعات إلى عدة ثوان أو بضع دقائق. نحن لا نتكلم عن أمر بسيط، فلو كنت تقوم بتغيير بعض الأجزاء عند الانتقال من إنتاج منتج لإنتاج منتج آخر، لو كنت تقوم بالتغيير في ساعات ومنافسك يقوم بها في ثوان فأنت في خطر عظيم، فمنافسك يستطيع أن يلبي طلب العميل بسرعة فائقة لأنه يستطيع أن ينتج قطعة واحدة فقط من أي منتج دون ضياع للوقت، أما أنت فستفقد معظم اليوم لو قمت بالتغيير مرة أو مرتين فقط.
وقد قسَّم شنجو الإعداد إلى قسمين: إعداد داخلي Internal Setup وإعداد خارجي External Setup، اما الإعداد الداخلي فيشمل خطوات الإعداد التي تستوجب توقف الماكينة، وأما الخارجي فيشمل خطوات الإعداد التي تتم أثناء عمل الماكينة. فعندما تقوم بتغيير إسطمبة أو أداة إنتاج فإنك تقوم بإحضار الآلة البديلة وربما تنظيفها أو التأكد من سلامتها وقد تضع عليها بعض المواد مثل الزيت أو الشحم، كل هذا يسمى إعدادا خارجيا لأنه يتم أثناء عمل الماكينة، ثم إنك توقف الماكينة وتقوم باستبدال هذا الجزء وضبطه وتثبيته ثم تشغل الماكينة، هذه الخطوات الأخيرة تسمى إعدادا داخليا.
هل هذا كلامٌ خيالي؟ لا إنه كلام يحدث كل يوم في شركات كثيرة حول العالم، ودعني أعرض لك مثالا يُقرب الفكرة للأذهان. كم يستغرق تغيير إطارات السيارة الأربع؟ ربما يستغرق الواحد من عشر دقائق إلى خمس عشرة دقيقة فيكون المجموع هو 40 إلى 60 دقيقة، دعنا نقول أننا سنجتهد لنغير أربع إطارات في 40 دقيقة. زمن مقبول جدا بل ربما اعتبره البعض زمنا قصيرا بالنسبة لتغيير العجلات الأربع. في الحقيقة يمكن تغيير العجلات الأربع في سبع ثوان فقط أي تغيير العجلات الأربع لثمان سيارات في دقيقة واحدة أو تغيير العجلات الأربع ﻷكثر من 300 سيارة في 40 دقيقة. ربما بدات تفكر في صحة القوى العقلية لكاتب المقالة، ولنختصر الوقت انظر إلى الفيديو التالي والذي يبين كيف تغيير تغيير عجلات سياة السباق الأربع في سبع ثوان.
خطوات تخفيض زمن الإعداد
هناك عدة خطوات لتخفيض زمن الإعداد
1- تحديد خطوات الإعداد الداخلي وخطوات الإعداد الخارجي: عليك أن تراقب عملية الإعداد وتحدد الخطوات التي تتم أثناء عمل الماكينة وتلك التي تتم أثناء توقف الماكينة. في كثير من الأحيان ستلاحظ أن بعض العمليات التي تتم أثناء توقف الماكينة يُمكن أن تتم أثناء عمل الماكينة. لاحظ أن الهدف الأول هو تخفيض وقت الإعداد الداخلي.
2- تحويل الإعداد الداخلي إلى إعداد خارجي: هذه خطوة مؤثرة وأساسية، فعلينا أن نفكر في كل خطوة من خطوات الإعداد الداخلي ونسأل أنفسنا: هل يجب أن تتم هذه الخطوة أثناء إعداد الماكينة؟ ألا يمكننا القيام بها قبل توقف الماكينة؟ مثال ذلك: تجهيز الجزء الذي سيتم تركيبه، وتوفير لوازمه والأدوات اللازمة للتغيير. بعض الأعمال يمكن نقلها بدون تغيير من الإعداد الداخلي إلى الإعداد الخارجي، وبعض الأعمال ستحتاج بعض التعديل لكي يمكن تحويلها إلى الإعداد الخارجي
3- تحسين كل عمليات الإعداد الداخلي والخارجي: بعد أن استنفدت كل السبل لتحويل الإعداد (التجهيز) الداخلي إلى إعداد خارجي أي أثناء عمل الماكينة، عليك أن تقوم بتحسين طريقة اداء كل خطوات الإعداد الداخلي ثم كل خطوات الإعداد الخارجي. تذكر أنك تريد أن تقوم بتغيير الإنتاج من منتج لمنتج بسهولة فائقة وهذا يعني تقليل الوقت والجهد والتكلفة.
4- الاستغناء عن بعض العمليات أو عن عملية التجهيز نفسها: قد لا تصدق هذه الخطوة ولكنها الحقيقة، يمكنك أن تستغني عن الإعداد نفسه وذلك بأن تصمم الأجزاء تصميما متشابها وربما متطابقا، فعندما تصمم جزءا في منتجا فإنك تحاول تصميمه بشكل مشابه أو مطابق لنفس الجزء في منتج آخر وبهذا يمكنك أن تنتج الجزءين دون الحاجة لفترة إعداد وتغيير قالب أو غيره
5- تنميط العملية: ينبغي بعد ذلك تسجيل الخطوات القياسية للعملية لكي تتم العملية دائما بنفس الطريقة ولا تخضع لاجتهاد المنفذين لها.
أساليب تحسين خطوات الإعداد:
هناك أساليب عديدة تستخدم لتخفيض زمن التجهيز أولا ثم تقليل الجهد والتكلفة اللازمين، وهذه الأساليب تنقسم إلى أساليب عامة تستخدم لتخفيض زمن أي عمل، وأساليب خاصة إلى حد كبير بعملية الإعداد (التجهيز).
الأساليب العامة:
- تطبيق خمسة ت 5S: كما ناقشنا في مقالة سابقة فإن خمسة ت تعني ترتيب وتنظيف وتلميع مكان العمل بحيث يكون هناك مكان محدد لكل شيء ويكون كل شيء في مكانه المحدد، ويكون مكان العمل نظيفا جدا، وأن يكون التنظيف والترتيب جزءا من العمل اليومي. ومن الفوائد المباشرة لخمسة ت تقليل وقت الأعمال من خلال تخفيض وقت البحث عن الأدوات أو اكتشاف تلفها، ومن خلال تقليل فرصة حدوث إصابات أثناء العمل، ومن خلال ترتيب مكان العمل بحيث يساعد العامل على أداء عمله بأقل مجهود. فمن الطبيعي أن تكون خمسة ت هي إحدى وسائل تخفيض وقت تجهيز الماكينة، فعندما تكون الأدوات الخاصة بالتجهيز نظيفة محفوظة في مكان معلوم فإن العاملين لن يضيعوا الوقت في البحث عن الأدوات، وعندما تكون بيئة العمل آمنة فإن وقت التجهيز لن يضيع في علاج المصابين، وعندما الأدوات نظيفة والقطع التي يتم تركيبها نظيفة فإن احتماليات المشاكل الناشئة من الأتربة وغيرها تقل.
- القيام بعملين أو أكثر على التوازي: عندما يتكون العمل من عدة خطوات فإن إحدى طرق تخفيض وقت العمل هو القيام ببعض الخطوات على التوازي أي في نفس الوقت، فبدلا من القيام بالخطوة الأولى ثم الثانية ثم الثالثة حاول أن تقوم بالخطوتين الأولى والثانية في نفس الوقت أو الثانية والثالثة في نفس الوقت. هناك أعمال لا يمكن ان تتم على التوازي ولكن هناك أعمال كثيرة يمكن أن تتم على التوازي. وفي حالة إعداد الماكينة لمنتج جديد فإن الكثير من خطوات الفك والتركيب يمكن أن تتم على التوازي، فقد يقوم عامل بتركيب جزء من ناحية وبقوم الآخر بتركيب جزء من الناحية الأخرى، وقد يتم تركيب بعض الأجزاء أثناء ضبط أجزاء أخرى وهكذا.
- التأكد من سلامة الأدوات: قد تتوفر الأدوات وتتوفر الأجزاء ثم نفاجأ عند التجهيز أن بعض الأدوات تالفة او أن بعض الأجزاء غير سليمة أو غير مطابقة للمواصفات المطلوبة، لذلك فإذا كنا نريد تخفيض وقت التجهيز فعلينا أن نتأكد دائما من سلامة الأدوات.
أساليب خاصة بالتجهيز:
- توحيد الأجزاء: لكي تصبح الأمور أبسط حاول توحيد الأجزاء وهذا يشمل أدوات التثبيت، الأجزاء المنتجة، الأجزاء التي يتم تغييرها عند التجهيز. فبدلا من استخدام مسامير مختلفة مع كل قالب أو إسطمبة لكل منتج حاول أن تستخدم نفس المسامير وبالتالي لن تبحث عن المسامير في مرة، ولن تحتاج لمفاتيح ربط مختلفة. وأمر بالغ الأهمية هو أن تحاول تصميم الأجزاء المنتجة بحيث تكون متشابهة وربما متطابقة بما يُمكِن إنتاجها باستخدام نفس القالب أو الإسطمبة أي أنك لن تقوم بأي تغيير للتحول من إنتاج هذا المنتج لذاك. ويمكنك أيضا أن تصمم الشكل الخارجي للأجزاء التي يتم تغييرها بحيث تكون متطابقة وبالتالي فإن طريقة التركيب تكون متشابهة ولا تحتاج لوضع أجزاء أخرى إضافية لضبط الأبعاد أو غير ذلك.
- التثبيت والفك من لفة واحدة: عادة يتم فك وربط عدة مسامير أثناء عمليات التجهيز وهذا أمر يستهلك جهدا ويحتاج وقتا طويلا، لذلك فإن شنجو استخدم طريقة إبداعية تؤدي إلى فك الأجزاء بفك المسمار لفة واحدة، فبدلا من ربط المسمار بتدويره بضع مرات أو أكثر من عشر مرات فإن شنجو ابتدع طريقة التثبيت من لفة واحدة. وهناك عدة وسائل للربط من لفة واحدة نوضح منها اثنين.
الأولى: بدلا من استخدام مسمار وصامولة ووردة حلقية فإننا نستخدم نفس المسمار والصامولة ولكن مع وردة مشقوقة كما بالشكل أدناه. ما الذي يحدث عند فك المسمار لفة واحدة؟ إننا نستطيع استخراج الوردة الدائرية المشقوقة وبالتالي فإننا نستطيع فك الجزء المطلوب ﻷن المسمار والصامولة أصغر من الفتحة الدائرية.
الثانية: التثبيت باستخدام فتحة دائرية بجوارها مجرى بحيث يتم تثبيت المسمار فوق هذه المجرى الأصغر عرضا من قطر المسمار، وعند فك المسمار لفة واحدة فإنه يمكننا تحريك الجزء بشكل عرضي بحيث يصبح المسمار فوق الفتحة الدائرية الأكبر قطرا من قطر المسمار وهذا يمكننا من فك الجزء المطلوب لأن المسمار سيمر من الفتحة الدائرية.
- الاستغناء عن عمليات الضبط: من أكثر الأمور التي تستغرق وقتا أثناء عمليات التجهيز هي عمليات الضبط والتي قد تتم بأسلوب التجربة والخطأ. لذلك فإذا أردنا تقليل وقت التجهيز فعلينا النظر بعناية لعمليات الضبط وتبسيطها او الاستغناء عنها كليا. على سبيل المثال: قد تستخدم مسطرة مدرجة للمساعدة في ضبط الارتفاع، وقد تضع بعض العلامات لتحديد أماكن الأجزاء، وقد تستخدم بعض القطع المعروفة السمك لضبط الارتفاع وهكذا.
- تصميم أداوت خاصة لتبسيط العملية: يمكننا تخفيض وقت الإعداد كثيرا وذلك باستخدام أدوات خاصة تساعدنا على عمليات الفك والتركيب والضبط، فبدلا من استخدام ادوات عامة يمكننا تصميم بعض الأدوات الخاصة التي تناسب عمليتنا.
والآن دعنا نعود لسيارة السباق. كيف يتم تغيير العجلة في بضع ثوان؟ ربما لم تتضح الأسباب من مقطع الفيديو الأول، لذلك حاول أن تتابع هذا المقطع وابحث عن كيفية تطبيق بعض وسائل تخفيض زمن التجهيز
لعلك لاحظت أن هناك تحويل للإعداد الداخلي إلى إعداد خارجي مثل تجهيز العجلات التي سيتم تغييرها حتى أن العامل يقف حاملا العجلة، وهناك مكان محدد للسيارة لكي تقف أمام فريق العمل بحيث لا يحتاج فريق العمل أن يتحرك إلى السيارة، وهناك ادوات خاصة لتهسيل التغيير مثل الرافعة في الأمام وفي الخلف اللتان ترفعان السيارة في لحظة واحدة، وهناك تغيير في تصميم أسلوب تثبيت العجلة بحث يتم تثبيتها بمسمار واحد فقط، وهناك نظافة وترتيب لمكان العمل، وهناك أعمال تتم على التوازي حيث يتم تغيير الأربع عجلات في آنٍ واحد، ومن الواضح ان العملية ليست اجتهادية بل هي تتم بنفس الطريقة كل مرة. ربما ستقول أن عدد العاملين كبير، وفي الحقيقة فإن عدد العاملين لديك وقت التجهيز يكون كبيرا لأن الماكينة لا تعمل.
وهناك مثال آخر لتركيب العجلات في سيارة تويوتا تحت التصنيع، ويقوم بهذا العمل شخصان فقط، ويتم استخدام أداة خاصة لتثبيت مسامير العجلة، وكذلك هناك اداة خاصة لحمل العجلة ووضعها في مكانها، والعملية تتم أثناء القيام بأعمال أخرى وبدون جهد يذكر من الشخصين اللذين يظهران في الصورة.
والحديث ربما يحتاج المزيد من التوضيح، ولكن جوهر الأمر هو أن تقوم بتحليل كل جزئيات عمليات الإعداد وتحاول تقليص وقتها بكل الطرق. قد تختلف مشكلتك عن مشكلة غيرك وقد يختلف أسلوب الحل من موقع عمل لآخر، ولكن المهم أن تُصر على تقليل وقت الإعداد.
حاول أن تُطبق هذه الأفكار على عملية الإعداد في عملك أياً كانت.